Grinding
- It is highest cutting speed operation.
- Specific power consumption is highest.
- Specific cutting energy is highest.


- Size effect : the major portion of abrasive is embedded inside the wheel and a very small portion is actually allowed to interact with workpiece , hence removal of material will be less.

- Welding effect : at the wheel work interface the temperature will be high and the removed material involves sticking around the abrasives hence resisting the sharp corners of abrasives to interact with the workpiece.
- Negative rake angle : abrasives are randomly oriented in the grinding wheel but due to its cubical shape it strikes the workpiece with an elevated rake face , hence the strength to the abrasive will be high due to thicker tip but the penetration will be low, hence chip thickness is less.


Mechanism of grinding
Abrasive interaction > shear > abrasive wear :worn out abrasive will be pulled out of the wheel due to rubbing action and fresh layer of abrasive will get chance of removing material > this is known as self sharpening behaviour of grinding wheel > grinding wheel involves radial wear .
Grinding ratio

Grinding wheel specification
Attack Gate to Have a Seat in Barc
- A abrasive
- G grain size
- H hardness
- S structure
- B bond

Question : why diamond is not used for grinding steel ?
Answer : due to diffusion of carbon atom into steel, the machinability of steel decreases.
Grain size

Hardness
- Ability of the bond to retain its abrasive.
- Let us consider hard workpiece with hard wheel combination ,workpiece is hard > rubbing action increases > abrasive wear quickly > wheel is hard , abrasive will not be allowed to be pulled off easily from the wheel > worn out abrasive involving rubbing action rather no material is removed > this is called glazing or blunt wheel grinding.

- After glazing is observed , single point turning tool is used to remove worn out abrasive from the wheel. This is known as dressing.
- In H-H combination glazing occur just within 2 to 3 minutes followed by a long period of dressing which is not justified.
- Let us consider soft workpiece and hard wheel combination ,workpiece is soft > abrasive wear slowly > wheel is hard > glazing will occur but after three to four hours > followed by a short period of dressing.
- Soft workpiece - soft wheel combination effective utilisation of abrasive layer will not be observed as in the case of hard wheel.

Answer: it is the time period between two successive wheel dressings.
Structure
- It refers to the average gap between two consecutive abrasive .
- If rough grinding is performed using dense structure wheel then chips will be clogged within the abrasive ,blocking the inter spaces between them this is known as loading of grinding wheel.

- Other reasons of loading : if workpiece is too soft, If RPM of wheel is low ,influence of centrifugal force will be low, Chips settle on the periphery comfortably.
- If cutting fluid is not properly supplied .



- V bond - vitreum glass like
- Vitrified bond

- High chemical inertness
- High thermal stability
- High refractoriness
- High-reliability
- Controllable porosity
- Higher amount material removal

Answer: because V bond being hard but brittle may break under the influence of high centrifugal force.
- S- silicate bond
- E- shallae bond
- B- resinoid bond
- R- rubber bond
- Soft bond and used for polishing.
- Used for manufacturing flexible wheels.
- Used for centerless grinding.
- Can be used for high-speed grinding.
- No motion attachment is provided to workpiece .
- No centre will be provided to workpiece.

- Loading and unloading time is largely minimised.
- Regulatory wheel provide rotational motion ,feed motion to workpiece.
- It applies lateral pressure on the workpiece to position it strongly against the grinding wheel.
- Initial setup time will be high.
- Relative velocity between grinding wheel and regulating wheel will be the factor for material removal.
- Large workpiece is not ground.


- Centres of workpiece, grinding wheel and regulating wheel must lie on one line.
- Direction of rotation of control wheel, supporting role and pressure role will be same.
- workpiece and grinding wheel rotate in same direction in internal centerless grinding.
- Workpiece and grinding wheel rotates in opposite direction in external centerless grinding.
- Regulating wheel is made up of rubber bond.


Answer : in the grinding table feed is extremely slow but the depth of cut introduced is heavy to grind the workpiece in one pass.
Question : Define truing ?

Answer : in this process an outshaped grinding wheel is brought back into its true round shape by using a single point turning tool this is known as truing.
Non traditional machining methods
Limitation of traditional methods
- Tool must be in direct physical contact with workpiece.
- Relative motion between the tool and workpiece is essential.
- It is difficult to machine very hard material.
- It is difficult to machine very soft material due to clogging.
- Tool wear and tool life is always a matter of concern.
- It is difficult to produce holes on hard and brittle material like glass.
- It is difficult to machine complex contours.
- Thermal methods : EDM ,EBM ,LBM , PAM, etc
- Mechanical methods: USM , AJM , WJM etc
- Chemical methods : CHM
- Electrochemical methods : ECM
- It is a high voltage low current process.

- It requires RC circuit.

- First phase circuit is closed capacitor stores charge .
- second circuit ,circuit is opened capacitor gets discharged.
- Discharging of capacitor is a spontaneous process.
- Discharging of capacitor produces an electric spark and as a result of intense heat is produced over the workpiece material undergoes fusion and vaporization.

- Maximum power






Answer: melting and vaporization
- The tool involves motion in order to maintain the spark gap.
- The spark takes place in inter electrode gap and the removed material is flushed out by the continuous flow of dielectric fluid. This is known as a spark erosion phenomena.
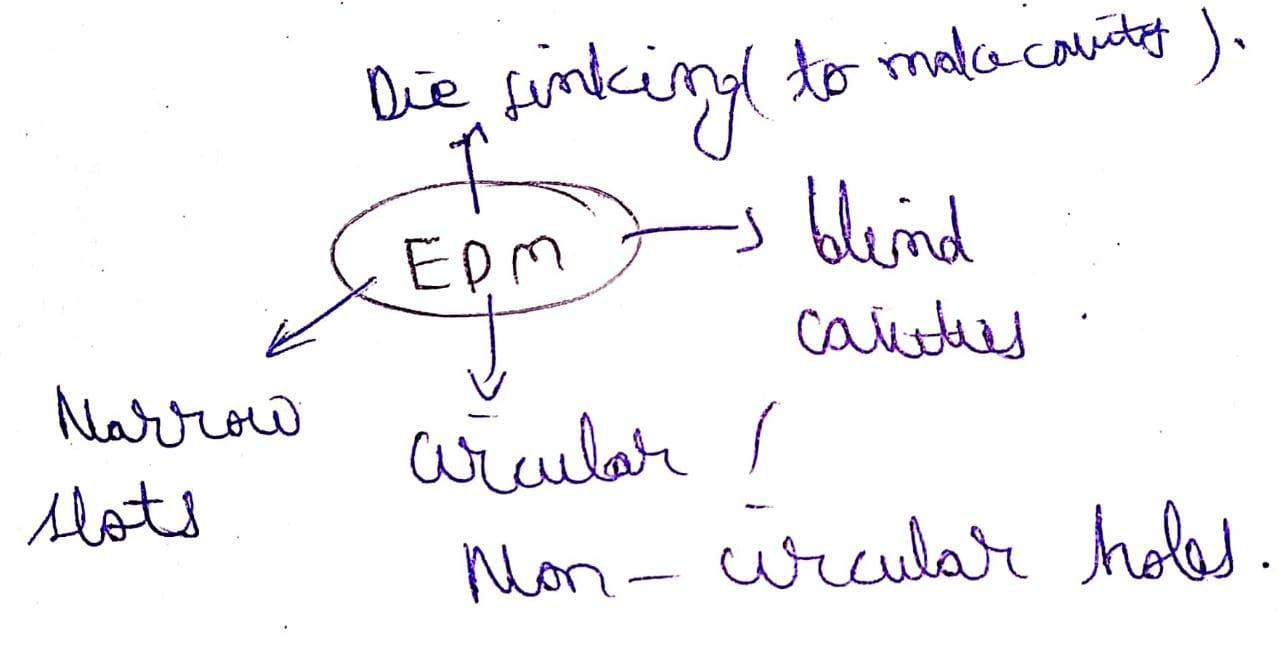
- EDM can be used for any hard material given that workpiece must be electrically conducting.
- Both tool and workpiece must be electrically conducting.

- EDM cannot be used for machining sharp corners.
- Overcut is observed.
- EDM process parameters

- Thermal conductivity : no force is involved between tool and workpiece.

- Specific heat capacity



- Source is high speed electrons
- Mechanism is fusion and vaporization

- Electrons are released from cathode which are accelerated by the attraction of anode. These high speed electrons gets converged by electromagnetic lens and a focused beam of electron is strike the material thereby the converting kinetic energy into thermal energy followed by the rise in temperature, fusion and vaporization. Due to presence of vacuum chamber electron beam remains undisturbed from the atmospheric gases. EBM can be used for producing fine holes on thin sheets, machining complex contours, machining injectors nozzle in diesel engine.

- A current carrying conductor having self induced magnetic field when placed near an another conductor than an EMF is induced in the another conductor which repells the primary EMF. This repulsive force converges the electron beam and can also be used for deforming thin tubes in magnetic pulse forming.
- Laser : light amplification by stimulated emission of radiation.
- It is also a thermal method but flexible than electron beam machining as it does not require vacuum chamber.
- Xenon flash tube is coiled around the ruby rod and when the lamp is illuminated then ruby rod gets energized thereby releasing powerful radiations. These radiation strike the material ,rises the temperature followed by fusion and vaporization.
- LBM is used to machine zigzag cavities, fine holes on thin sheets and for manuevering at complex position.

- LBM has least MRR.
- Workpiece must carry low reflectivity.

- Highest material removal rate.

- Source is high temperature ionized gas.
- Accuracy is poor .
- Application: for profile cutting ,machineing nickel alloys, stainless steel, Titanium.

- High current and low voltage process.
- It follows the law of electrolysis.
- Faraday's law :according to this law mass of material removed is directly proportional to amount of charge flow , through the electrolyte.




- ECM has high MRR.

- No tool wear.
- Both tool and workpiece must be electrically conducting.
- Surface finish is excellent.
- ECM can be used for machining steam turbine blades ,machining circular and non circular holes, can remove layers from the surface.
- Source is electric current
- Mechanism is ionic dissolution


- Used for tool sharpening ,excellent surface finish.
- Interelectrode gap correspond to size of abrasive out of the wheel.
- Mechanism is shear + electrolysis
- Electrolysis is dominant
- Tool shape is corresponding to the profile to machine in ECM.
- In this method the tool vibrates at high frequency and abrasive slurry is placed between the tool and workpiece, the vibrating tool provides impact to salary which is further transferred from slurry to workpiece and material being hard undergoes a brittle fracture.
- The removed material is flushed out by the continuous flow of slurry. USM is used to machine refractory material, ceramics glass and for dental operations.
- Workpiece need not to be electrically conducting in nature.
- Tough material is not machine by usm.
- Electric energy into pressure, it is stated that pressure applied by the vibrating tool can be controlled by controlling the electric current using piezoelectric transducer.
- It is used for delivering internal surfaces

- optimum concentration is 30% silicon carbide + 70% gas.
- After 30% abrasive concentration , the abrasive will collide with each other on workpiece hence waste of resources.



Electrolyte are of two types
- Passivating film is used for less MRR, finish machining.
- Non passivating film is used for rough machining bulk removal.







{kind=link}
0 Comments