Milling
- Gear cutting
- Producing threads
- Profile cutting
- Removing layers
- Internal machining
- Drill flutes
- Hob cutter
- Producing slots
- Doretail recess
- End mill cutter
- Side mill cutter
- Straddle milling cutter
- Form mill cutter
- Gang mill cutter
- Face milling process
- Slab milling process
- Slot milling process
- Helical milling process
- Saw milling process
- Angular milling process
- Vertical milling machine
- Horizontal milling machine
- Universal milling machine
- Rotary milling machine
- Planner milling machine

Compulsory approach
- It can be defined as the distance traversed by the cutter in order to cover the total width of the workpiece.



Slot milling

Slab milling
- Uses horizontal milling machine .
- Uses peripheral cutter .

- Arbor :shaft on which cutter is mounted.
- Tool wear is high, surface finish is poor.
- Cutter tend to lift the workpiece above the table.
- Strong clamping is required.
- Chip thickness increases from minimum to maximum.
- Direction of cutter and workpiece are opposite.

- Direction of cutter and workpiece is same.
- Tool wear is low.
- Surface finish is better.
- Cutter tend to push the workpiece towards the table.
- Strong clamping is not required.
- Chip thickness varies from maximum to minimum.

Question :in a slab milling operation the length of the workpiece is 200mm. The Dia of the cutter is 34mm. The depth of cut is 2mm. Table feed is 18mm per minute. Considering the approach and over travel to be same ,the milling time in minutes is ------------?

Form mill cutter


- It is used to make any miscellaneous profile .
- Shape of cutter correspond to shape of recess to be produced .
- Two or more cutters combined together to remove material simultaneously form a large workpiece called gang mill cutter.



- It uses end mill cutter.
- It uses universal milling machine .
- Tool can swivel in various directions .
- Complex contours can be machined.
- Narrow slots parting off operation.


- It has the largest bed.
- It is heavier and hence can withstand high induced vibrations.
- It has multiple horizontal and vertical spindle heads.
- All the surfaces can be machined except the base.
- It is used for batch production.
- Planer milling machine used to produce A class item.




In non zero helix cutter at any given time there will be more than one tooth in contact with the workpiece so when one of the tooth tries to disengage itself the other try to dominate the contact, keeping the load steadier.
Indexing mechanism
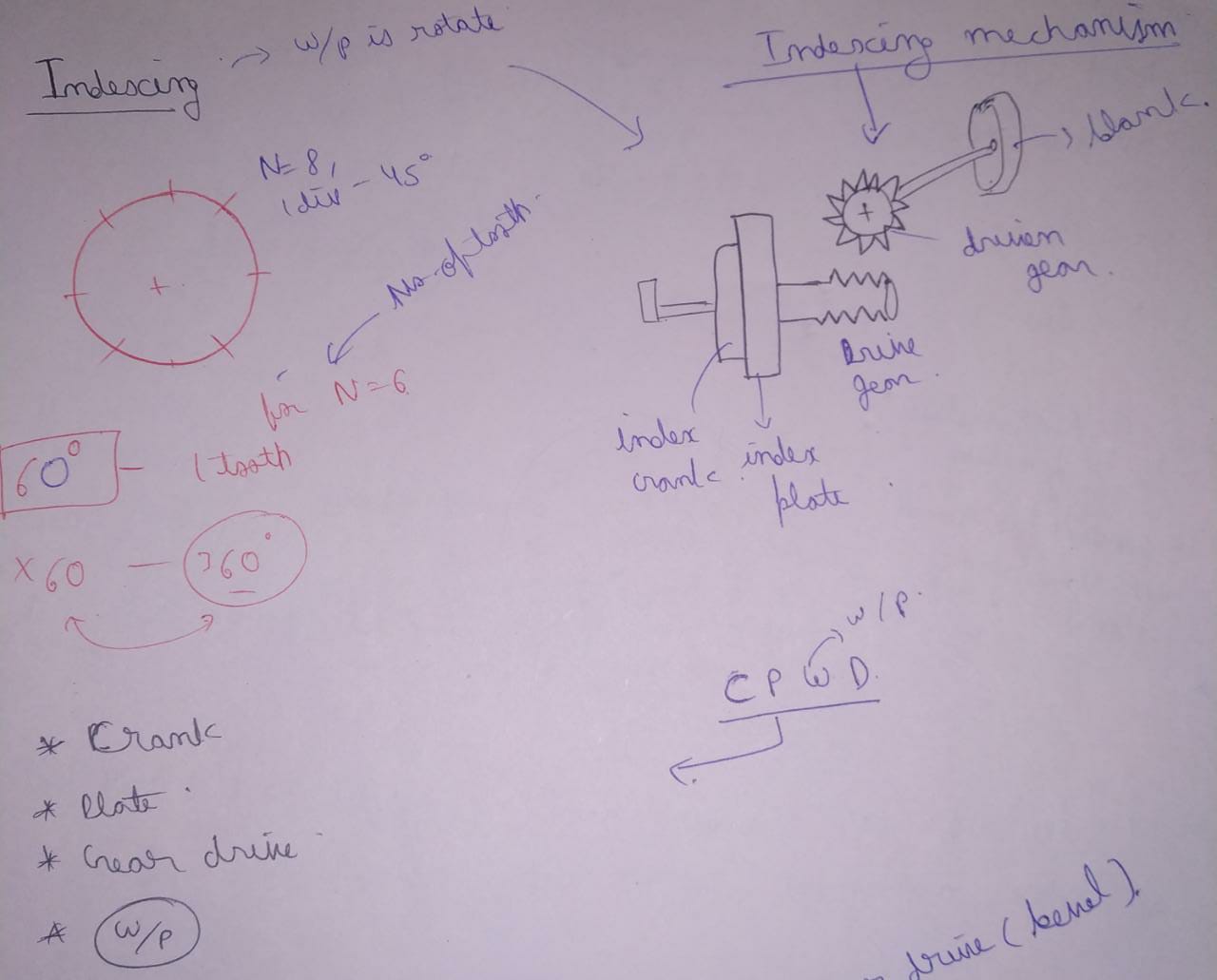
Direct indexing (24:1)
- 24 revolution of crank = 1 rev of workpiece or N division of workpiece
- For 1 division of workpiece = 24/N revolution of crank

Question :for one division of workpiece ,degree of revolution for workpiece is-----------?
Answer : 60 degree

For 1 division on workpiece ,index crank completes 2 full Revolution followed by 8 holes moment in 20 hole circle plate .
Simple indexing
- Gear ratio = 40 : 1
- Used in worm gears
- 40 revolution of crank = one revolution of workpiece = N division on workpiece

Helical milling
- Used in drill flutes
- Used to produce helix.
- Used to produce both external and internal threads .
- It is a hole making process such that both cutting motion and feed motion can be provided to the drill itself if the length of tour travel is greater than the thickness of plate then it is a through hole where as if the length of tool travel is less than the thickness of the plate then it is a blind hole.

- Drills made up of high carbon steel and alloy steel.
- X is the penetration of drill after which major dia of drill starts removing material.

Drills can be classified as
- Slow helix drill
- Regular helix drill
- Fast helix drill


- Helix rate is slow ,( number of turn per length is less).
- Cheap lifting capacity will be low.
- Helix angle is less.
- Drill strength is high.
- Used for hard and strong workpiece.
- Helix rate is fast.
- Cheap lifting capacity is high.
- Helix angle is high.
- Drill strength is poor.
- Used for soft and ductile workpiece.

Variable rake angle
- Rake face of drill is helical.
- The rake angle is variable in the twist drill because the phase with respect to which rake angle is measured is helical.
- Rake angle is minimum at the centre to impart tool strength.
- It is maximum at the periphery for better chip flow.
- Rake angle is maximum at periphery and there it becomes equal to helix angle.


Boring

- Used for hole enlargement .
- Used for internal turning .
- Used for machining .

- Tang portion enters into a slot and fix itself to prevent any relative motion between drill and holder .

- It is a deep hole drilling operation with heavy feed and high depth of cut. The drill carries a central hole through which oil is pumped that flows along the flute for better heat dissipation and for flushing out the chips. Such a drill is known as oil hole drill.
- It is enlargement of whole up to certain depth in order to accommodate bolt heads.


- In this process end mill cutter is used in drilling machine to remove internal chip from the enlarged section of hole for proper sitting of bolt heads.


- It is the best surface finish process .
- Commonly used for internal surfaces ,finishing and super finishing operation.
- Finishing cylinder in IC engine.


- Used for large dia hole.
- Complete material is not converted into chip.
- Large dia hole = trepanning + boring


- In this process an already existing hole which is produced by core in casting is enlarged by using a core drill.
- Because of silicate abrasive we have to make tool of high alloy steel to with stand.



Reaming
- Best accuracy.
- Sizing and finishing holes.
- It requires it requires pre existing holes.

- Straight fluted.
- Right hand fluted for blind hole
- left-hand fluted for through hole


- It is used to make internal threading








{kind=link}
0 Comments