Chemical reaction
Gas welding
- By burning the acetylene in presence of oxygen due to exothermic reaction heat is produced. Using this heat base metal is melted to produce a fusion joint.
- For complete combustion of one mole of acetylene 2.5 moles of oxygen is required in which one mole is consumed from cylinder and 1.5 mole are consumed from atmosphere.
- By controlling the volume flow rate of Oxygen and acetylene from the cylinders different flames can be produced they can be used for different application.
- Applications : neutral flame is used for mild steel ,low carbon steel ,aluminium alloys, cast iron etc. Oxidizing flame for copper ,zinc ,brass and bronze. Carburizing flame is used for high carbon steel ,cast iron, nickel based alloys .
- Same setup is used for gas welding ,can be used for gas cutting except in the form of nozzle tip.
- Through the circumferential holes neutral flame is coming, using this base material is preheated upto kindling temperature. It is the minimum temperature at which material is readily to get oxidized.
- After this by releasing high pressure oxygen jet more amount of material is oxidized and remaining metal can be separated in the form of droplets.
- Gas cutting is an oxidizing process. It is not used for cutting of aluminium or magnesium alloys due to high oxidize melting temperature.

|
Forehand
|
Back
hand |
|
Welding torch
is moving from right to left inner cone is melting the base material and
outer flame is preheating , the base metal , before welding , by reducing the
difference of temperature due to slow rate of cooling coarse grain structure
is produced which are having ductile properties. During shrinkage internal
stresses can be minimized and there is no crack formation. |
Welding torch is moving from left to right inner
cone is melting the base metal , outerflame is reheating the already welded portion
by relieving the stresses crack formation can be minimized. |
Cast iron
- It can be best welded by gas welding with preheating if the difference of temperature is very high due to fast rate of cooling, free form of carbon will be converted into carbides. They will form a hard and brittle structures and cracks will be produced.
- Thermit mixture can be heated in the crucible up to 1200 degree Celsius. At this temperature due to thermal reaction ,iron is separated and heat is produced.

- Using this heat iron will melt and liquid form of the metal can be enter into the gap between the two pieces and it will be allowed to solidify.
- Al2O3 will be acting as a slag.
- Applications : repair works of railway rails on the track ,joining of high thickness plates and broken casting.

- Arc is generated between two non consumable tungsten electrode, hydrogen gas will be supplied through the welding torches.

- By consuming the heat from the hydrogen molecule can be dissociated into individual hydrogen atoms. When they will be striking on cold surface of the workpiece due to unstability ,they will recombine as hydrogen molecules.
- During the process due to exothermic reaction heat is produced, using this heat base metal is melted to produce a joint .
- hydrogen gas will be acting as shielding gas to minimise oxide formation of the liquid metal.
- AC supply power can be used.
- Applications repair workshop ,cutting tools and dies joining of tool steel and die steel.

- For joining of sheet metals this technique can be used.

- Two work pieces will be provided between two copper electrodes. By supplying high rate of current heat will be generated at the contact of two workpieces this is due to contact resistance.
- After melting of the material by switch off the power supply pressure will be continued from the electrode to produce the joint.
- Accuracy and strength of joint is more.
- Heat affected zone is less. There is indentation between electrode and workpiece.
- Leak proof joint is not possible.
- Application joining of sheet metal in automobile bodies and refrigerator bodies to produce a lap joint.

- two work pieces are provided between two electrodes which are in the form of rollers or wheels.

- By supplying high rate of current heat will be generated at the contact of two workpieces due to contact resistance.
- After melting of the material by rotating the roller ,joint can be produced.
- Due to continuous rolling pressure nugget can be formed and leak proofjoints can be produced.
- welding speed is high.
- There is indentation between electrode and workplace.
- Application: fabrication of fuel tanks ,exhaust pipes used in automobiles etc.

- Two sheets which are to be welded produce number of projections on one of the sheet using embossing technique and providing two seats between large size copper electrodes.

- Heat will be generated at the projection by supply high rate of current after melting of the material by switch off the power supply ,pressure will be continued to reduce number of joint at the projection.
- There is no indentation between electrode and workpiece .
- It is an expensive process.
- Application fabrication of wire mesh , joining of threaded screws and nuts to the sheet metal.


- For joining of the objects end to end to produce a butt joint. This technique can be used.
- Two work pieces are provided between two electrode holder. By supply high rate of current two workpieces will be close to each other and sudden flash can be produced between the two work , due to this heat will be generated after melting of the material by switch off the power supply.
- Axial pressure can be applied to produce a joint.
- Applications joining of small size metallic rods etc.
- For joining of high thickness objects in vertically upward direction this technique can be used.

- Arc is generated between consumable electrode and workpiece after melting of the material it will react with the flux and produce slag.
- When the slag is in contact with the electrode due to short circuit arc will be extinguished and by supplying the current continuously for the heat generation will be continued due to resistance of the slag.

- Arc is generated between consumable electrode and workpiece after melting of the material between the two workpiece by supplying the CO2 gas oxide formation will be minimised .
- Heat generation is continued due to electric arc.
- It is just similar to MIG welding.
- Application high thickness of the objects in vertical position, in shipbuilding fabrication of press frames, rolling mills, stands, etc.
- At high temperature cathode will emit the electron due to thermal ionic emission.

- By providing electrodes electrons will be directed towards anode.
- By creating more potential difference between cathode and anode electrons will be accelerated toward anode.
- By creating magnetic field electrons coming from anode will be converted as a single ray of electron beam, which will focus on the workpiece at a given point.
- Due to this heat concentration on the workpiece will be very high . High thickness and high melting point material can be joined.
- Depth of penetration and welding speed is high.
- To minimise the energy loss from the electron beam this process will be carried out under vacuum.
- operating and maintenance cost is more.
- Application joining of Titanium ,nickel ,cobalt, stainless steel, barium etc. In aerospace, spacecraft, nuclear power plant, gas turbine blade ,etc.

- From the reflecting chamber monochromatic and coherent light rays will be coming ,they will be directed towards the workpiece by providing optical focusing lens ,light rays will be converged as a laser beam.
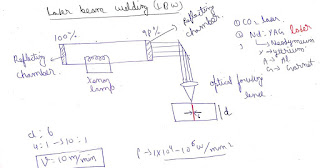
- It will be focused on the workpiece at a given point.
- Due to which heat concentration on work piece will be very high, high thickness and high melting point material can be joined.
- Depth of penetration is more.
- Heat affected zone is less.
- There is no need of vacuum ,operating and maintenance cost will be less.
- Application joining of aluminium ,copper ,high carbon steel, Titanium alloys, etc in aerospace and electronic application.


Explosive welding
- Standoff gap and quantity of explosive material are responsible for strength of joint.

- For joining of high thickness object surface to surface this technique can be used.
- Two workpieces which are to be welded one is fixed and other is movable.
- By detonating explosive material energy will be released, using this flyer plate will be applying more impact force on target plate.
- At the contact of two workpieces , due to plastic deformation joint can be produced.
- There is no heat affected zone.
- Application cladding of the objects to increase corrosion resistance, joining of different materials like aluminium to steel and aluminium to Titanium.


- For joining of less thickness material by foils and strips ,this technique can be used.
- High-frequency power supply will be given to transducer it will produce high frequency ultrasonic vibration.
- These will be transferred to the workpiece. At the contact of two workpiece was due to rubbing action , heat will be generated. After reaching 30 to 40% of melting temperature by applying the load joint can be produced ,accuracy and strength of joint can be more.
- Applications fabrication of the object in electronic application, joining of plastic material on a metallic key.
- Large size object end to end, dissimilar or similar.

- Two work piece which are to be welded one will be fixed and other is having rotational and linear moment.
- By making the contact of rotating objects with fixed object at a contact of two workpiece, due to rubbing action heat will be generated after getting sufficient heat by stopping the rotation axle pressure can be increased to produce the joint.
- It is generally used for axis symmetric objects only.
- Application joining of drill bit , axle and hollow pipe and walls.

- Rotation pin will be plugged into the two workpiece due to friction between pin and workpiece heat will be generated and due to steering action after mixing of the material joint can be produced.

- Pin is made up of high-strength material it is used for flat surface of the workpiece.
- Application joining of aluminium ,magnesium alloys in aerospace and defence application.


- It is similar to blacksmith forging operation.
- Workpiece will be heated above the recrystallization temperature. By providing on the anvil hammering force can be applied to deform the object into required shape. By overlapping at the two ends joint can be produced by applying external force. Accuracy of the joint will depend on skill level of the operator.
- Application joining of the objects in agriculture application.

- Two workpiece are provided one over the other by applying heat and pressure simultaneously at a slower rate due to the movement of atoms from one surface to other surface joint can be produced between the two workpieces .
- To minimise the oxide formation this process will be carried out under vacuum or inert gas will be used.
- Application fabrication of composite laminates ,joining dissimilar metals like metals to ceramic.

Brazing
- Filler material melting temperature greater than 450 degree Celsius and less than melting temperature of base material.
- Filler material is an alloy of copper + zinc ,copper + aluminium or copper + silver. It is known as spelter.
- It is entered into the workpiece by means of capillary action.
- Flux material used is borax.
- Application to produce a leak proof joint in hydraulic circuit like refrigerator tubes, radiator tubes in automobile.
- Filler material melting temperature is less than 450 degrees celsius. It is an alloy of lead and tin known as solder ,it is entered into the workpiece by means of capillary action.
- Flux metal used is zinc chloride and ammonium chloride.
- Application fabrication of electrical and electronic circuit (printed circuit boards).
- Filler material is an alloy of copper and tin ,it enter into the workpiece by means of gravity force.
- Flux material used is borax.
- Strength of joint is more than brazing.
- Application joining of cutting tool tips to HSS.
- Gas porosity : atmospheric gases can be absorbed into the liquid metal during solidification will form porosity.

- Slag inclusion :slag formed on the liquid metal and may be entered into the joint and form slag inclusion.

- Weld spatter : liquid metal in the weld pool will be splashed onto the base metal ,after solidification rough surfaces can be produced on the base metal known as spatter.

- Lack of fusion and penetration :due to lack of heat input filler material is not penetrated into base metal properly will reduce the strength of the joint.
- Weld cracks : due to non uniform shrinkage internal stresses can be developed in the joint. If the stresses will be more than the strength of material cracks will be formed. If hydrogen gas can be trapped inside the liquid metal during solidification they will penetrate into base metal while cooling develop some internal stresses and cracks will be form known as hydrogen embrittlement.


- Weld decay: in case of stainless steel due to fast rate of cooling chromium present in the base metal , will react with the carbon and converted into chromium carbide , due to lack of chromium there is a corrosion in the material and form cavities known as weld decay.







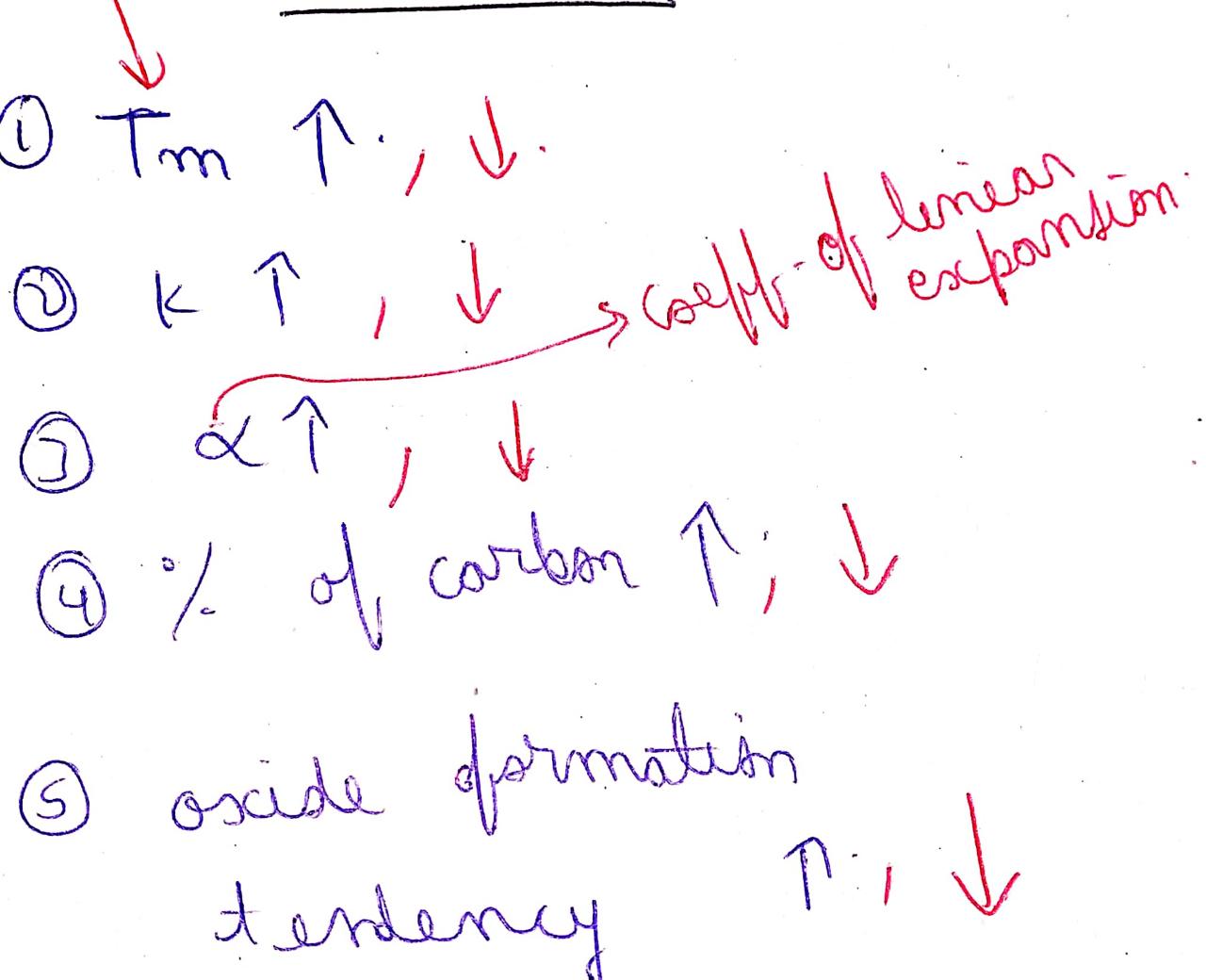
Carbon equivalent formula (CE)









{kind=link}
0 Comments