Welding
- Welding is a process in which localised permanent joint can be produced with or without application of heat, pressure or pressure alone and with or without application of filler material for joining of similar or dissimilar material.


- Similar and dissimilar materials can be joined.
- Strength of joint can be more than the strength of metal due to alloy formation.
- If flux is used SMAW.
- If gas is used shielded gas welding .


- Fillet
- Groove
- Spot
- Seam
- Plug
Types of joints

- Lap joint
- Butt joint
- T - joint
- Corner joint
- Edge joint
- Cruciform joint
Butt joint

Fillet weld
- Weld pool :it is amount of liquid metal between the two workpieces before joining.

- Weld bead : amount of metal which is added into the workpiece in a single pass.
- Reinforcement : it is amount of metal which is projected from the base metal.
- Penetration : It is the depth upto which filler material can be penetrated into the base metal.
- Root gap: it is shortest distance between the two workpieces before joining.
- Toe : it is joint between base metal and weld face.
- Root : it is point of the deepest penetration in the fillet.
- Throat : it is shortest distance between root and weld face. It is a biggest section in a fillet.
- Deposition rate : it is amount of metal which is entered into the workpiece per unit time kg per hour.


- When the electrode is in contact with the workpiece due to short circuit arc will be generated.
- To continue the arc some gap is maintained between electrode and workpiece known as arc length.
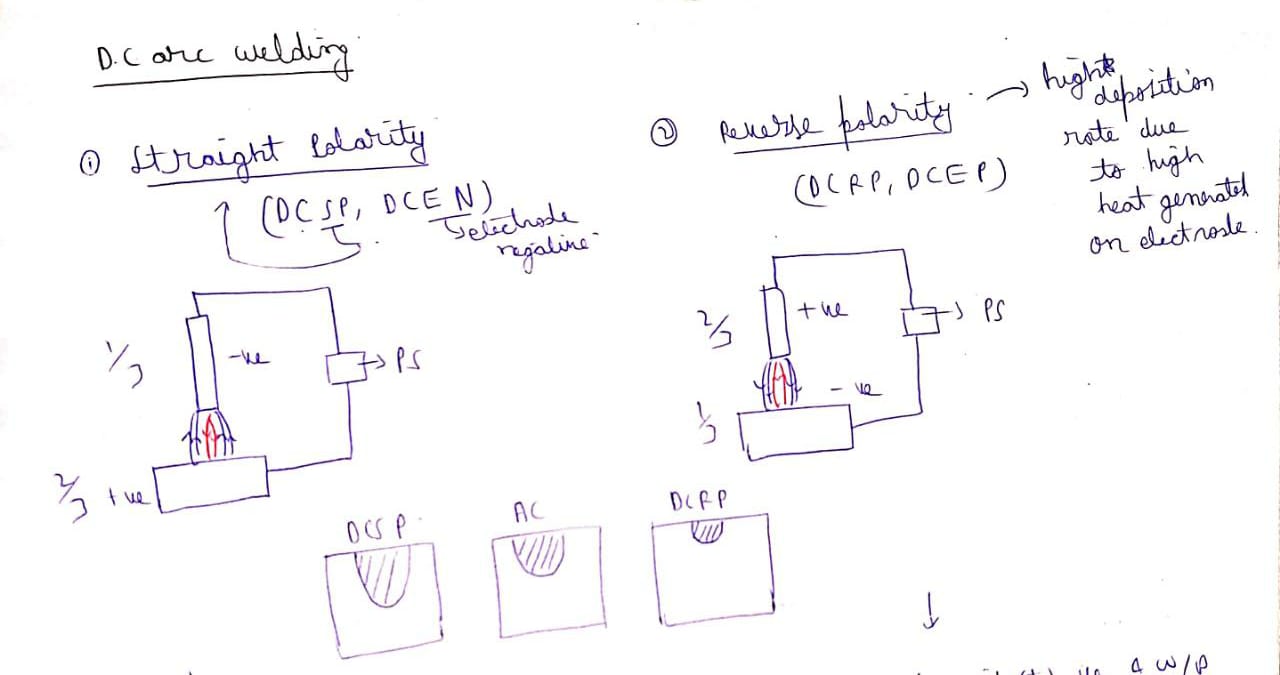
- When the electrons are moving from cathode to anode 2/3 of the heat will be generated on anode . Due to moment of positive ions from anode to cathode one third of the heat will be generated on cathode.
- Due to continuously changing the polarity uniform heat will be generated on cathode and anode ,in case of AC arc welding to generate more heat on the electrode and workpiece DC arc welding can be used.
|
Straight polarity |
Reverse polarity |
|
Electrode is negative and
workpiece is positive. |
Electrode is positive and workpiece is negative. |
|
More heat will be on workpiece
when compared to electrode. |
More heat will be on electrode when compared to workpiece. |
|
Used for joining of high
thickness and high melting point material. |
Used for joining of less thickness and low melting point
materials. |
|
Depth of penetration is more. |
Depth of penetration is less. |
|
Deposition rate is less. |
Deposition rate is high. |
- Deflection at the electric arc from its intended path towards the workpiece is known as arc blow.
- Due to arc blow heat concentration at the beginning and at the end of the workpiece will be reduced.
- Weld spatter can be formed.

- Remedies: Provide some extra material at the beginning and end of the workpiece known as tab in and tab out. Use small arc length at the beginning and end of the workpiece. Provide flux coating on the electrode.
- There is no arc blow in the case of AC arc welding.
- Stability of the arc is more in case of DC arc welding.

- There are two movements of the electrode


- Linear movement of electrode with respect to work is known as welding speed.
- Downward movement of the electrode with respect to work piece to maintain constant arc length.
- If two movements of electrode are controlled manually then it is called manual arc welding technique.
- If two movements are controlled by automatic machine then it is called automatic arc welding.
- If one moment is controlled manually and one is controlled by a machine that it is called semi automatic welding technique.
- Constant current type : for a small change in arc voltage ,corresponding changes in the current is small. They are used in manual arc welding technique.

- Constant voltage type: For a small change in arc voltage , corresponding changes in the current is high. These are used in automatic welding techniques .

- Vt = Va (constant voltage type)
- It = Ia(constant current type)

Open circuit voltage
- It is the maximum rated voltage that can be measured across the open terminal under no load condition.
- It is the maximum rated current that can be allowed during short circuit .
- It is percentage of time during which arc is on without overheating the elements in a welding machine.



- Flux coating metal will acts as oxidisers.
- By forming the slag liquid metal can be protected from the atmosphere gases.
- It will control the heat transfer losses and viscosity of the liquid metal and slag.
- By adding alloying element strength of the joint can be increased.
- By reducing heat transfer losses from the arc heat concentration on the workpiece will be increased.
- Deoxidizing elements : graphite ,alumina, ferrosilicon and ferro manganese.
- Slag formation compounds : iron oxide ,silicon oxide ,titanium oxide, calcium chloride ,silica floor.
- Arc stabilizers : sodium oxide ,calcium oxide ,potassium silicate.
- Alloying elements : chromium ,nickel ,cobalt, etc.
- Gas forming compound : calcium carbonate and cellulose

Forces on electrode
- Surface tension -attaching
- Gravity force- detaching
- Magnetic flux force -detaching
- Hydrodynamic force from plasma- detaching

1 - Types of electrode manufacturing
2 - Type of flux coating
3 - Position of electrode
4 - Polarity
5 - Strength of the electrode
6 - Specific information regarding the electrode
Limitation of flux coating

- Slag inclusions
- Damped electrodes
- Liquid metal is splashed into base metal from weld spatter.
- If slag into liquid metal forms slag inclusions.
Tungsten inert gas (TIG or GTAW)
- Arc is generated between non consumable tungsten electrode and and work piece

- For joining of more than 5 mm thickness of the workpiece filler material can be supplied externally.
- Inert gases can be used to minimise oxide formation.
- Except aluminium , magnesium alloys direct current straight polarity can be used.
- For welding of aluminium magnesium alloys AC power supply can be used.
- Application joining of aluminium, magnesium and its alloys in aerospace automobile and chemical industry.

- Arc is generated between consumable electrode and workpiece ,electrode is in the form of wire and it will be continuously feed to the workpiece through the rollers moment and rollers moment can be controlled by servo mechanism.
- Inert gases will be supplied to minimise oxide formation.

- Direct current straight polarity is used for welding of except aluminium ,magnesium alloys.
- For welding of aluminium ,magnesium alloys direct current reverse polarity or AC power supply can be used.
- In general metal can be transferred in the form of spray at a high rate of current.
- Application joining of aluminium, magnesium ,copper and its alloys in aerospace and automobile industries.


- Arc is generated between tungsten electrode and workpiece.
- Through ceramic nozzle high pressure plasma will be supplied.
- It combined with electric arc and produce plasma arc which is having high kinetic energy and it will be focused on the workpiece at a given point. Due to which heat concentration on the workpiece will be very high . High thickness and high melting point material can be joined.
- Depths of penetration and welding speed is more.
- Direct current straight polarity or AC power supply can be used.
- Inert gas can be supplied to minimise oxide formation.
- Application joining of Titanium, nickel, cobalt, stainless steel, aluminium , etc in aerospace ,jet engines ,spacecraft.

Submerge arc welding
- Arc is generated between consumable electrode and workpiece.
- Through the welding torch solid form of the flux will be supplied such that our will be submerged under the floor.

- Due to this heat transfer losses from the arc will be negligible , there is no splashing and weld spatter.
- Slag inclusions will be less.
- Welding speed and deposition rate is high. It can be used for mass production.
- This can be used for welding in flat position only.
- Application : joining of high thickness objects in ship building , fabrication of pressure vessels and domestic LPG cylinders.







{kind=link}
0 Comments